


نورد لوله مانیسمان روشی خاص جهت تولید لوله بدون درز است. فرآیند نورد لوله بر مبنای نوع و نحوه حرکت قطعه و استقرار غلتک ها شامل سه نوع طولی، عرضی و مایل می شود.
پیشینه تاریخی تولید لوله های بدون درز به روش نورد
تاریخچه این روش به سال 1880 می رسد. در این سال هنگامی که برادران مانیسمان در کارخانه خود مشغول تولید سوهان از بیلت استوانه ای بودند. متوجه شدند که اگر غلتک های سوهان کاری نسبت به یکدیگر زاویه بگیرند، هسته بیلت ها سست شده و در نهایت منجر به سوراخ شدن مرکز بیلت می شود.
آن ها با پیگیری کشف خود توانستند با استفاده از سنبه سوراخ کاری، از این نوع نورد برای سوراخ کردن بیلت های استوانه ای و تولید لوله های بدون درز استفاده کنند. در نهایت در سال 1890 آقای ماکس مانیسمان، نورد لوله را به عنوان یک روش مستقل برای تولید لوله بدون درز معرفی کرد.
شکل زیر تولید لوله های بدون درز به روش نورد لوله مانیسمان را نمایش می دهد.
تولید لوله بدون درز به روش نورد مانیسمان
فرآیند نورد لوله مانیسمان بر مبنای نوع و نحوه حرکت قطعه و استقرار غلتک ها شامل سه نوع میباشد.
- مایل
- عرضی
- طولی
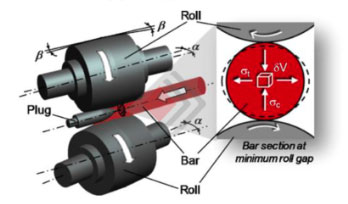
الف: در نورد مایل، محور غلتک ها با هم یک زاویه انحرافی می سازند که به زاویه تغذیه معروف است. در این حالت غلتک ها هم جهت با هم می چرخند و قطعه به دلیل زاویه تغذیه غلتک ها، علاوه بر حرکت چرخشی، حرکت طولی نیز دارند.
ب: در نورد عرضی محور غلتک ها با هم و با محور قطعه موازی است. در این حالت غلتک ها هم جهت با هم می چرخند و تنها حرکت قطعه حول محورش است.
ج: در نورد لوله مانیسمان نورد طولی، محور غلتک ها با هم موازی اما بر محور قطعه عمود است. در این حالت، غلتک ها خلاف جهت یکدیگر می چرخند و تنها حرکت قطعه حرکت طولی در راستای محورش است.
شکل زیر انواع حالت های نورد لوله را نمایش می دهد.
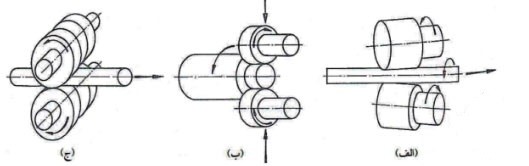
انواع نورد لوله (الف) مایل (ب) عرضی (ج) طولی
تولید لوله های بدون درز به روش نورد لوله پیلگر
روش نورد پیلگر در ساخت لوله های بدون درز، با استفاده از بیلت استوانه های همراه با حفره اولیه انجام می شود. در واقع عملیات نورد، برخلاف روش نورد مانیسمان، بر روی یک پوسته استوانه ای انجام می شود.
در این روش براساس حجم فرآیند شکل دهی و میزان کاهش قطر، به سه صورت سرد، گرم و داغ انجام می شود. اجزای اصلی در فرآیند پیلگر شامل غلتک های پیلگر، مندرل و پوسته استوانه ای اولیه می شود.
تولید لوله های بدون درز به روش نورد مانیسمان
اجزای اصلی مورد استفاده در فرآیند نورد لوله مانیسمان
- دو عدد غلتک مخروطی
- دو عدد غلتک راهنما
- پلانژر
- مندرل
- بیلت استوانه ای
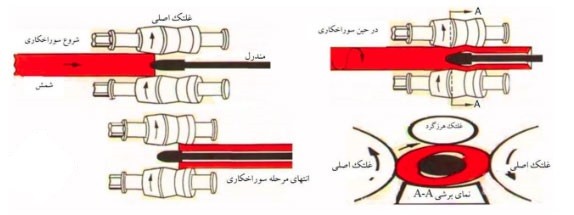
امتداد حفره ها در روش نورد مانیسمان
با گسترش این حفره ها در جهت طولی بیلت، ترکی محوری در راستای محور بیلت ایجاد می شود. با قرار گیری پلانژر در فاصله مشخصی از بیلت، این ترک در راستای عرضی باز شده و سوراخ مدنظر از طریق گسترش حفره ها و تسلیم شدن ماده به اطراف، در جهت طولی بیلت ایجاد می شود.
در این فرآیند پلانژر ثابت بوده و با تغذیه بیلت چرخان به سمت جلو, سوراخ تا انتهای آن امتداد می یابد. محل قرارگیری پلانژر بسیار مهم و تعیین کننده است. اگر پلانژر زودتر و قبل از رشد ترک با بیلت برخورد کند باعث فرسایش میشود. و اگر پلانژر با تاخیر با بیلت برخورد کند، باعث اکسید شدن بیلت در محل ترک می شود. اکسید شدن بیلت موجب کاهش کیفیت سطح داخلی لوله تولیدی میشود.
کاربرد لوله مانیسمان
- لوله مانیسمان جهت خطوط فشار قوی
- لوله مانیسمان استیل جهت خطوط صنایع غذایی و دارویی
- لوله مانیسمان جهت خطوط هیدرولیک
- لوله مانیسمان جهت خطوط نفت و گاز
برای مطالعه در مورد کاربرد لوله های مانیسمان به این مقاله مراجعه نمایید..